At Thomas Engineering Company, we believe in production efficiency and accuracy for every single part stamped and formed on our operation lines. To produce high quality parts, our precision metal stamping capabilities are a crucial part of the process; however, our value-added services are just as important when it comes to production quality. Our in-die operations are part of our cutting edge precision metal stamping process in Minneapolis, MN.
TEC is able to pare down production times during the manufacturing process, which allows us to offer high-quality parts faster and at a lower cost. While the use of progressive stamping presses adds greatly to a more efficient process, streamlined value-added services are also a large part of swift production.
Our customers benefit from TEC’s abilities to work within a die, using our in-die spot welding, in-die tapping, and in-die staking abilities.
Part I of this three-part series focuses specifically on the process of spot welding and how TEC trims up the process.
Spot welding is the joining together of two metal surfaces using high heat projected from electrical current resistance. The two pieces are held together with electrode-applied pressure while the heat is delivered. The amount of electrical current—which determines the heat in spot welding—must be in accordance with the metal’s properties: too great a current will melt through the weld spot and too little a current will form a weak bond.
There are three stages in a spot welding operation:
- Electrodes are brought to the surface of the metal parts and slight pressure is applied, pushing the part surfaces together.
- The correct current is forced to one spot between these parts, effectively heating the metal and welding the surfaces together.
- The current is cut off and the now single welded part is cooled through small holes in the electrodes. The part is left in place to fully cool before pressure is released.
Fundamentally, spot welders are made up of a power supply, an energy storage bank, a switch, a welding transformer, and welding electrodes. Our spot welding systems are built into the tooling process and we are able to perform in-die spot welding with each cycle of the stamping process. Our ability to seamlessly combine two separate processes with our in-die spot welding services requires a highly advanced, automated welding and stamping machine.
With our perfectly precise and complex technology, we are able to offer our customers an efficient production process for high quality parts.
For more information about our in-die spot welding and value-added services, contact us at Thomas Engineering Company. For information about our precision metal stamping in Minneapolis, MN, call us at (763) 533-1501.
Tags: Metal Stamping ·
One of the advanced techniques in the metal stamping industry today is precision metal stamping, a process that yields mass production of complex parts quickly, efficiently, and cost-effectively. By increasing the stamping speed and accuracy of a complex stamping application, production tools like rotary tables can complete a part needing multiple features in a rapid series of operations. These parts can the be used in precision machines, joined together with nuts and screws and Industrial Washers that assist in evening pressure and prevent loosening. This in turn ensures smooth operation for longer periods of time.
At Thomas Engineering Company, our precision metal stamping in Minneapolis, MN serves to meet the needs of our customers to produce quality, complex parts. To break down what we do with precision metal stamping, we’ve outlined the basic applications of the precision stamping process.
Intricate Precision Metalwork:
To stamp complex parts or unusual designs, the production process often involves intricate precision progressive tooling. With our in-die tapping, spot welding services, staking operations, and our progressive die designs, we are able to produce intricately stamped and formed parts for automotive, electronics, and medical technology markets.
Micro-Precision Stamping:
Techniques used in micro-precision stamping allow us to stamp minute features such as bends, cuts, folds, and other stamping operations. Because we often work with very thin sheet metal, micro-precision stamping works to our advantage in many ways. It reduces costs with efficient tooling, yields results quickly, and allows more flexibility in part design throughout the process.
Prototype Design:
When creating a prototype with our rapid prototyping process, using precision metal stamping abilities often moves the process along quickly and efficiently. Because precision stamping and our computer aided design (CAD) software eliminate the need for dedicated tooling with most parts, we can use these capabilities in the prototype design process and provide our customers with a rapid production of the physical realization of their design.
Our technicians are expertly trained and highly experienced in our aspects of precision metal stamping, from super thin and micro to miniature and medium parts. For more information about Thomas Engineering Company and our precision metal stamping in Minneapolis, MN, contact us at 763-533-1501.
Tags: Metal Stamping ·
Cutting like laser cutting is one of the most common operations performed during metal stamping. While it’s categorized as a simple operation, cutting complexity must be taken into account. At Thomas Engineering Company, we recognize the importance of having an expert cutting system with our metal stamping in Minneapolis, MN.
We’ve covered some of the basic cutting operations used here at TEC, but learning more about the operation as a whole can help you understand how this aspect of our metal stamping operation works.
Understanding Sheet Metal
Sheet metal may seem like a rigid material, and it does often serve that purpose. However, we can’t deny the fact that metal is an elastomer, which means that it flexes and behaves like rubber. While some metals like high-strength steel are less flexible than others, all metals have failure point. During the cutting process, the line of the cut is where the blank is stressed to its respective failure point, severing the metal along that line. The clearance between the sections cutting the blank changes depending on the material, thickness, hardness, and edge quality of the metal being cut.
The Cutting Process
- Cold extruding happens after the initial hit from the punch deforms the blank slightly. The punch continues to push down and wedge its way into the blank, squeezing the separated sides of the blank out from under it.
- Shear strength, the greatest force a blank can withstand without fracturing, is met during the cold extruding process, and the blank is severed.
- The cut band/shear zone is created during the cold extruding process when shear strength is met. The cut band is the shiny area along the cut edge.
- The breakout/fracture zone is also produced along the cut. Because the cold extruding process does not create a 90º-angle cut, the cut line has two sections: the angled, smooth cut band, and the adjacent rough breakout. The cut line can be altered after the procedure depending on the quality of edge desired.
- Strippers are spring-loaded or urethane components that forcibly remove the cut blank from the punch. Because the cutting operation drops so much force onto a blank, the metal decompresses and can stick to the punch. Strippers efficiently and safely separate the blank and the punch.
Without a high quality system for performing cutting operations, many sheet metal blanks would be damaged or provide poorly cut parts. For more information about our metal stamping in Minneapolis, MN, contact Thomas Engineering Company at (763) 533-1501.
Tags: Metal Stamping ·
At Thomas Engineering Company, we house some of the best engineers and tool technicians in the Minneapolis area. These members of our TEC team are vital to creating the equipment we need for optimal production value. To give our customers the best services possible, we design and build all of our tools in-house for our precision metal stamping in Minneapolis, MN.
Aside from some on site instruments like a tool grinder, presses, data gathering technology, and part measurement machines, our engineers and technicians design and build all our tools, including:
Stage tools: A stage tool is a single station tool used in standard stamping operations. Our stage tools are capable of piercing, forming, coining, and drawing in just a single hit. These tools are sturdy enough to take the necessary volume of parts, ranging up to 25,000 units per year.
Compound tools: Compound tools are another type of single station tool designed in-house at TEC. These tools can handle more complex operations in one hit, such as piercing holes, cut-outs, and blank outs in parts. We work with an independent welding equipment distributor to acquire the necessary compound tools for both high and low volume orders; however, these tools work most efficiently with accessible hole locations and flat blanks.
Progressive tools: Of our multiple station tools designed and built here at TEC, our progressive tools are some of the most versatile models. By combining several operations into a single, multi-faceted tool, our progressive tools can perform all simple and complex stamping tasks, including tapping and welding services as well as draw and cam stations. We can complete many parts after one single pass through a progressive tool.
Progressive fast dies: Our progressive fast dies are a generic tool designed and built at TEC and used for small volume jobs, producing up to 50,000 parts a year. These dies work best for small, simple parts that do not require extensive forming. We quote the tool charge including adding, cutting, and forming to parts, along with value-added services for our customers.
Our tools are designed and built in-house and are some of the most reliable, high-quality equipment available. Contact us at Thomas Engineering Company for more information about our tools and our precision metal stamping in Minneapolis, MN.
Tags: Precision Metal Stamping ·
While forming an exact, flexible, and durable part is the most important goal of metal stamping production, there are certain finishing procedures that are also important to the accurate function of a part. The stamping process can leave sharp edges and burrs on parts, which must be removed on some parts before the part can safely be used. Thomas Engineering Company provides expert deburring as a value-added service with our precision metal stamping in Minneapolis, MN.
Our in-house deburring capabilities include:
Vibratory bowls: Using grinding compounds and various glass and ceramic beads, we can tumble certain parts in our vibratory bowls, removing burrs, sharp or rough edges, and slivers.
In-die coining: TEC engineers can also incorporate coining stations into the progressive stamping process. With this method we can coin burrs and sharp edges on various sections of a part in the stamp.
We also work with external companies Arrow Cryogenics and Deburring Inc. for further deburring and finishing. Through these companies, we can offer our customers more options suitable for completing their orders, including:
Thermal deburring: This process uses a sealed chamber filled with oxygen and natural gas. The parts are placed in the chamber and the gas inside is ignited in a short, controlled combustion. The blast of heat affects the surface of the part, deburring and effectively finishing it without damaging the part’s integrity.
Hand deburring: Skilled technicians can manually deburr parts that are too fragile or small to treat using other types of finishing methods. Many precision stamped parts are deburred delicately by hand.
Centrifugal deburring: This tumbling process uses centrifugal G-force to finish parts. This method works quickly and can reach areas our vibratory bowls cannot.
Media blasting: Parts can also be finished using tumble blasters with rotating baskets and blasting tools. Sand and glass beads are blasted over the rotating parts to remove scale, polish, and deburr. Handheld sand blasters and blasters using ceramic and aluminum oxide are also used to finish parts.
Non-abrasive blasting: Some non-abrasive blasting materials are also used to finish parts, such as air blasting, dry-ice, and ice blasting.
We take pride in providing value-added services and precision metal stamping in Minneapolis, MN from start to finish. For expertly-rendered and finished parts, contact us at Thomas Engineering Company today.
Tags: Precision Metal Stamping ·
In the past, when a part was designed on paper, metal workers could spend weeks, even months, rendering a prototype of the design by hand or with remedial tools. Today, we have the great advantages of rapid prototyping using computer aided design (CAD) data to quickly and accurately bring a design to life. At Thomas Engineering Company, we offer all our customers the benefits of rapid prototyping for our precision metal stamping in Minneapolis, MN.
CAD software was invented in the late 1960s; its invention is attributed to Pierre Bezier, a French engineer at ParisTech working in partnership with Renault. Soon after its creation, the technology was used in commercial applications for automotive, aerospace, and electronic industries.
Today, CAD is used to create data files for transferring, storing, and processing designs with computer-aided-design—computer-aided-manufacturing (CAD-CAM) software. Our own engineers can take a customer’s CAD file and work with them to begin processing a rapid prototype.
Generating an original CAD file begins with data-gathering to build a geometric computer image. This is done through processing a 3D viable object in a CAD workstation or by scanning sides of a 2D image that can be rendered three-dimensional with CAD software.
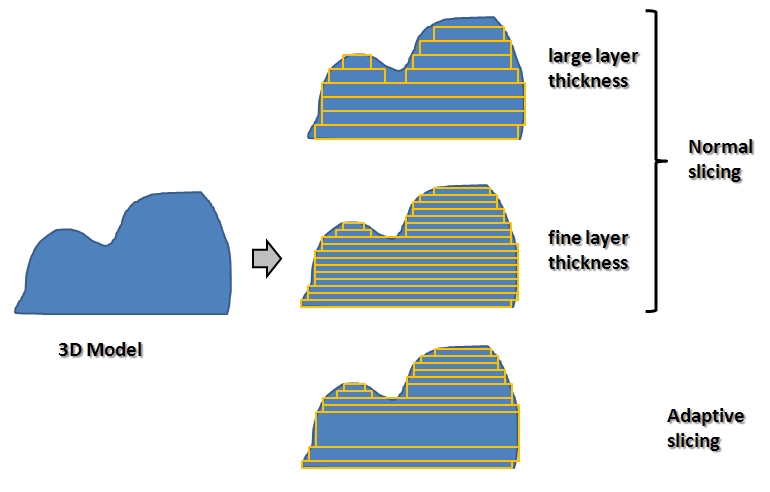
The CAD system then estimates the interior structure of the scanned object with simple mathematic formulas. To execute the production of the physical prototype through 3D printing, additive manufacturing, and other rapid prototyping processes, CAD software must virtually slice the object into two-dimensional cross sections, essentially using an inverse system of layering.
With our customer’s CAD file, we can then produce the physical prototype through our CAD-CAM modeling software. Within days we can offer our customers a tangible beginning to realizing their part design and thus their project design as a whole.
Contact us at Thomas Engineering Company to bring your part to life with our rapid prototyping services and precision metal stamping in Minneapolis, MN.
Tags: Metal Stamping · Thomas Engineering Company ·
Though Minneapolis is one of the 50 largest cities in the U.S., its borders only stretch so far. Because so many industries outside the reach of Minnesota form a market for the parts produced at Thomas Engineering Company, we use a network of sales representatives across the U.S. to work with our customers. These sales representatives connect our customers back to us, giving them access to our precision metal stamping in Minneapolis, MN.
Our sales representatives know our company inside and out, and many have spent more than 25 years building relationships with our engineers, mechanics, management, and customers. Even our newest remote sales representative has already worked with us for 4 years.
From our production lines to you…
Our customer service representatives act as essential middle-men between our customers and our main company building in Minneapolis, MN. These reps work with customers in each industry we provide services for, whether it’s electrical, automotive, or medical.
Though our representatives are not specifically trained to answer detailed technical questions for our customers, they’ve developed an in–depth knowledge of our capabilities in metal stamping and of the metal working industry as a whole.
Many of our representatives also work for machining, casting, and molding companies within the metal parts industry and can offer our customers an even wider web of connections between the supplier and our operation lines.
Beyond the sale…
The primary goal of a sales representative is to help to complete the order or project for the customer, while working with TEC. Our representatives go the extra mile and follow up after each part of the sale process.
If you need a prototype, your sales representative will be there to make sure you’re satisfied with the parts produced by TEC. Representatives work to make sure customer expectations are met with quality parts, timely production, and fast delivery.
From the beginning of a sale introduction to the final delivery and review of the product, our sales representatives will be there for each customer. Find a rep near you today or contact us at Thomas Engineering Company for more information about our precision metal stamping in Minneapolis, MN.
Tags: Metal Stamping · Thomas Engineering Company ·
A growing concern for some in the stamping industry is the decreasing number of specialized jobs in the manufacturing process. The highly advanced machinery designed for precision stamping has replaced the human hand in most stages of production. There are, however, still many careers available in the industry, and without the people in these positions, Thomas Engineering Company would not be able to offer high quality precision metal stamping in Minneapolis, MN and across the U.S.
While machines are perfect for highly-efficient stamping and tooling on the production line, there are several jobs behind the scenes that only hardworking, intuitive people can fill.
Process engineers are critical for dictating the steps between a blank sheet of metal and a final stamped and altered part. Any mistakes in the progression of the metal could lead to a wasted blank or worse.
Die designers create the tools used in our stamping and cutting dies. They are responsible for the accurate prediction of how each blank sheet type will behave, the mechanical motion of the parts, and the amount of waste. They are also responsible for deciding which metal parts will require industrial powder coating in order to ensure long-lasting dies.
Diemakers work with die designers to construct the tool themselves. After assembly, diemakers are responsible for testing each die’s function and reliability.
Machinists work with designers and diemakers to cut components of a die from the chosen materials. They are responsible for the correct dimensions of each component. There are even services they rely on that provide Dimensional Inspection when extreme precision is needed, or when a particular part is being prototyped for mass production.
Maintenance technicians work on the production floor tending to any broken dies, cleaning and maintaining dies, and solving any problems with the machinery.
These metal stamping positions demand a trained mind, wise intuition, passion, and intelligence—in short, the people that fill these positions could never be replaced, even by today’s most advanced robotics and machinery.
Contact a metal stamping manufacturer today for a first-hand experience with precision metal stamping.
Tags: Metal Stamping · Uncategorized ·
November 24th, 2015 · 1 Comment
In the metal working industry, some of the biggest struggles technicians have to overcome are combating metal fatigue, brittleness, and weak or soft metal. The key to yielding a durable yet flexible stamped part is finding the right balance between the part’s different physical properties. At Thomas Engineering Company, we use heat treating as one of our value-added services to yield high quality parts with our precision metal stamping in Minneapolis, MN.
One of the most common heat treatment techniques applied to metal stamped parts is tempering. Tempering (or metallurgy) is a treatment used on iron-based alloys like stainless steel. This treatment is done after the hardening process to increase the toughness of a part while decreasing excess hardness.
The terms “toughness” and “hardness” fall into the category of specific parts of metallurgy physics. Toughness and hardness make up some of an optimal balance of parts taken into account for each metal stamped product. Here is a breakdown of the different terms used to describe a metal’s properties:
- Toughness is a metal’s resistance to fracture. It is almost directly linked to strength, and will decrease when the strength of a metal increases.
- Strength breaks down into tensile strength, yield strength, and shear strength. The basic metallurgy definition of strength is a metal’s resistance to breaking or other permanent damage.
- Hardness is used in metallurgy to describe a metal’s resistance to surface scratching.
- Brittleness of a metal is the measure of how far it can bend before breaking. The ability to bend is measured with plasticity and elasticity.
- Plasticity describes the malleability of a metal that allows it to bend without breaking and without returning to its original shape.
- Elasticity is related to the malleability of a metal as well, but measures the material’s ability to bend and return to its original shape.
These terms are physical parts of a metal alloy that equal its measure of quality and measure of use. Our heat treating value-added services adjust these factors to yield the most balanced materials for our customers’ needs. Contact us at Thomas Engineering Company for more information on our value-added services and metal stamping in Minneapolis, MN.
Tags: Metal Stamping ·
November 17th, 2015 · 1 Comment
Metal stamping technology has come a long way since early stamping machines, tooling dies, and other methods of assembly. In the late 19th century, early forms of progressive stamping known as successive gang cutting were introduced into the metal stamping industry. Since then, the progressive stamping press has grown into what we use today at Thomas Engineering Company for our precision metal stamping in Minneapolis, MN.
The progressive stamping press grew rapidly out of necessity during the turn of the century and even more during the World Wars. By the 1970s, the Society of Manufacturing Engineers (SME) branch in Grand Rapids, MI began promoting the designs of Ed Stouten and Arnold Miedema, partners of the Capitol Engineering Company.
What it does:
Progressive metal stamping evolved from necessity; because, it’s one of the most efficient ways of streamlining the metal stamping process. A single progressive stamping press can eliminate the need for large quantities of single press and die machines. Our progressive stamping systems cover cutting, bending, flanging, blanking, and slotting operations. Progressive stamping presses offer rapid production of high quality parts, which saves our customers both time and money.
How it works:
Our progressive stamping production works by feeding a strip blank into the press, with each station performing a different single cut or other operation. Each section of the blank is altered in an exact process, as each section is moved along with rapid precision in the stamping tool. To maintain such precise advancement from station to station, “pilot” pieces shaped like bullets or cones enter pre-made holes along the blank strip. These pilots lock the blank into the exact place before each station performs its operation.
The metal stamping industry would not be where it is today if not for Stouten and Miedema. These men’s contributions to the industry have vastly enhanced the stamping process, especially in terms of our precision metal stamping in Minneapolis, MN. Take advantage of progressive stamping production and contact us at Thomas Engineering Company today.
Tags: Metal Stamping ·












{kind=link}